CARBON PROPELLERS for DRONES & UAV
E-PROPS : Manufacturing
The E-PROPS propellers are fully made in France (South-East, Provence, near the city of Sisteron).
The team of 52 aeronautical engineers and technicians is producing more than 45.000 carbon blades per year.
The ultra-modern workshops are equipped with 12 CNC machining centres.
E-PROPS parts are designed and manufactured to be very light and very strong at the same time.
Materials and manufacturing process are validated by many tests and are following a strict quality system.

Here below is detailed how are made the E-PROPS parts :
1- E-PROPS MANUFACTURING PROCESS : RTM
2- BLADES
3- BLADES FEET
4- SPINNERS
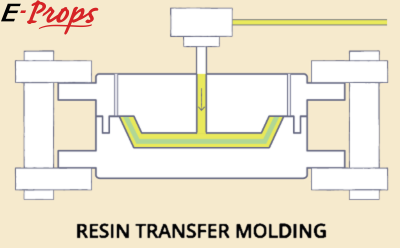
All E-PROPS parts, blades, hubs and spinners, are made with manufacturing process called RTM (Resin Transfer Molding).
This process is used by major companies as AIRBUS and BOEING for some critical ultra-light carbon parts on liner aircraft.
RTM is one of the best methods for mass production of composite parts.
It is primarily used to mold components with large surface areas, complex shapes and smooth finishes.
There are several benefits to using the Resin Transfer Molding process over the alternative processes available. Some key benefits include :
- Very good surface quality
- Very high fibers ratio
- Wide range of reinforcements
- Large or long and complex shapes
- Low environmental impact
- Labor savings
- No direct contact with the materials, far better for the operators' health
RTM process is realized by following a strict cycle of temperatures. The cooking of carbon parts allows to improve certain properties, in particular mechanical and of resistance under very hot conditions.
To guarantee strict quality control and reproducibility of production, components are weighed throughout the production cycle. For example, 15 weighings are required to control the production of the parts of an E-PROPS propeller.
E-PROPS uses the KANBAN method to control its workshops and RFID to track the components and parts of its propellers. RFID identification is carried out by means of electronic chips, which are found on the production line, in the blades, hubs and all accessories. Around fifteen readers on the production line make it possible to update the content of each RFID chip by simply passing in front of the detector.
Coupled with KANBAN's workshop management method, global production monitoring by RFID secures the manufacturing stages, avoids any production stoppage, maintains the quality of the production and makes it possible to comply with strict traceability constraints, which are obvious when manufacturing high-tech aeronautical products. These methods and means optimise the quality of manufacturing, secure and fluidify supplies, allow real-time monitoring of the production process, traceability of all stages of manufacturing, and offer a set of high-performance and reliable indicators.
A 8-axis machining centre has been built by the E-PROPS team to allow the dimensional analysis, the rectification and the finish of the carbon parts automatically, without dismantling of the part. It is equipped with a directional spindle programmed according to the digital definition of the part, with a wide tool store. The precision of measure by the scanner laser is of 5/100th of millimeter. The scanner sweeps the carbon part, the program recognizes it according to its database, then the different tools come to make all the finishing work: deburring, cut, drilling, sanding and polishing. All the stages between the molds and the stock are automatic.
Carbon parts built with the RTM process then finished with a precise CNC centre, as E-PROPS propellers, are far superior to conventional "half-shell" fiberglass parts in terms of structural properties, quality, lightness and aesthetics.
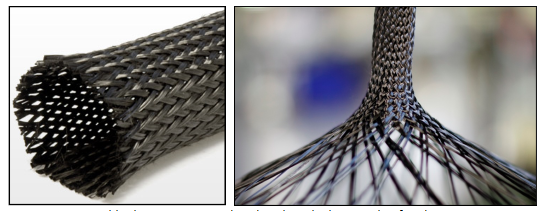
All E-PROPS blades are made in CARBON BRAID + EPOXY RESIN.
- CARBON BRAID, HCF process.
Carbon has an excellent compromise of rigidity/weight.
The use of a single material (carbon) is far better than the use of two materials, such as a mixture of fibreglass and carbon (often used to save carbon which is much more expensive than fibreglass). Propellers with a single base material have a much higher potential (manufacturer recommended duration of use).
The HCF process (Helical Continuous Fibers), specifically designed by E-PROPS, ensures an exceptional strength of the 100% carbon + epoxy resin blade, from leading edge to trailing edge, from blade's foot to tip. To the contrary of the usual process called "half-shell", used by most of the manufacturers of composite propellers, the carbon fibers are continuous between the top and bottom surfaces. The braid is made like a sock. The mechanical strength is increased and becomes very high : no risk of rupture by delamination of the leading edge, no craks on the blades or on the hub.
To make very strong carbon parts, the most important is to have the maximum of fibers and the minimum of resin; it means a high fibers ratio.
Fibers is 50 times more resistant than resin.
Examples of tensile strengths :
- carbon : 4.000 MPa
- epoxy resin : 80 MPa
Parts made by E-PROPS have a very high carbon fiber ratio : 63% (which is exceptional).
For example, a 2 glued half-shell blade has a fiberglass fiber ratio of about 30%.
The gap is very important, because of the ratio, and because the carbon fibers are more resistant than glass fibers :
Values of tensile strengths :
- fiberglass : 2.600 MPa
- carbon : 4.000 MPa
- The EPOXY RESIN is the resin preferred in aeronautics because it has :
* a very good mechanical and thermal properties
* a very big resistance to fatigue
* a good dimensional stability
* a chemical good performance
* and above all, an excellent adhesion on carbon fibers
The epoxy resin used by E-PROPS is including a high resistance to UV additive (UVA and UVB).
Details of the blades manufacturing :
- Foam core with internal spar (D-Box)
- On ultralights/LSA range : blade's foot with titanium ring inside
- 100% carbon, no metallic part = no galvanic corrosion
- Internal shielding of the leading edge : injection of a special resin with Nanostrength® => See details LEADING EDGE PROTECTION
- Unique ref number on each blade for a perfect traceability (RFID chip inside)
- Set of blades are balanced together, with a strict tolerance of static moment => See page BALANCING
- Blades are polished for a perfect finition. No paint, no varnish. => See page ENVIRONMENTAL RESPONSIBILITY
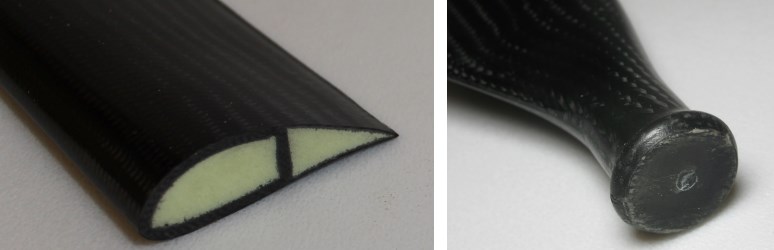
D-Box (spar) in the blade / blade foot (very simple, without metallic part)
Fixed pitch range :
Fully made in carbon braid, as an extension of the blade, reinforced with more carbon layers.
Two sectionnable parts, very simple to assembly.
Thickness of the blade's foot : 28 mm for classic range / 38 mm for Scimitar range.

The E-PROPS spinners are made in CARBON FABRIC + EPOXY RESIN.
The RTM manufacturing process (RTM) is used for the spinners.
Those spinners are very light. The flange is screwed in the middle of the spinner : this position allows to reinforce the light spinner.
Details of the spinners manufacturing :
- 100% carbon fabric
- Unique ref number on the spinner and on the flange, for a perfect traceability (RFID chip inside) => See page QUALITY
- Spinners + flanges are balanced together. If necessary, a screw is fixed on the flange to make a perfect balancing (this screw must not be removed)
- Spinners are polished for a very good finition. No paint, no varnish. => See page ENVIRONMENTAL RESPONSIBILITY. The customer may paint his spinner, if desired.

standard spinners (diameters 210 to 380 mm)
The team of 52 aeronautical engineers and technicians is producing more than 45.000 carbon blades per year.
The ultra-modern workshops are equipped with 12 CNC machining centres.
E-PROPS parts are designed and manufactured to be very light and very strong at the same time.
Materials and manufacturing process are validated by many tests and are following a strict quality system.
Here below is detailed how are made the E-PROPS parts :
1- E-PROPS MANUFACTURING PROCESS : RTM
2- BLADES
3- BLADES FEET
4- SPINNERS
1- E-PROPS MANUFACTURING PROCESS : RTM
All E-PROPS parts, blades, hubs and spinners, are made with manufacturing process called RTM (Resin Transfer Molding).
This process is used by major companies as AIRBUS and BOEING for some critical ultra-light carbon parts on liner aircraft.
RTM is one of the best methods for mass production of composite parts.
It is primarily used to mold components with large surface areas, complex shapes and smooth finishes.
There are several benefits to using the Resin Transfer Molding process over the alternative processes available. Some key benefits include :
- Very good surface quality
- Very high fibers ratio
- Wide range of reinforcements
- Large or long and complex shapes
- Low environmental impact
- Labor savings
- No direct contact with the materials, far better for the operators' health
RTM process is realized by following a strict cycle of temperatures. The cooking of carbon parts allows to improve certain properties, in particular mechanical and of resistance under very hot conditions.
To guarantee strict quality control and reproducibility of production, components are weighed throughout the production cycle. For example, 15 weighings are required to control the production of the parts of an E-PROPS propeller.
E-PROPS uses the KANBAN method to control its workshops and RFID to track the components and parts of its propellers. RFID identification is carried out by means of electronic chips, which are found on the production line, in the blades, hubs and all accessories. Around fifteen readers on the production line make it possible to update the content of each RFID chip by simply passing in front of the detector.
Coupled with KANBAN's workshop management method, global production monitoring by RFID secures the manufacturing stages, avoids any production stoppage, maintains the quality of the production and makes it possible to comply with strict traceability constraints, which are obvious when manufacturing high-tech aeronautical products. These methods and means optimise the quality of manufacturing, secure and fluidify supplies, allow real-time monitoring of the production process, traceability of all stages of manufacturing, and offer a set of high-performance and reliable indicators.
A 8-axis machining centre has been built by the E-PROPS team to allow the dimensional analysis, the rectification and the finish of the carbon parts automatically, without dismantling of the part. It is equipped with a directional spindle programmed according to the digital definition of the part, with a wide tool store. The precision of measure by the scanner laser is of 5/100th of millimeter. The scanner sweeps the carbon part, the program recognizes it according to its database, then the different tools come to make all the finishing work: deburring, cut, drilling, sanding and polishing. All the stages between the molds and the stock are automatic.
Carbon parts built with the RTM process then finished with a precise CNC centre, as E-PROPS propellers, are far superior to conventional "half-shell" fiberglass parts in terms of structural properties, quality, lightness and aesthetics.
2- BLADES
All E-PROPS blades are made in CARBON BRAID + EPOXY RESIN.
- CARBON BRAID, HCF process.
Carbon has an excellent compromise of rigidity/weight.
The use of a single material (carbon) is far better than the use of two materials, such as a mixture of fibreglass and carbon (often used to save carbon which is much more expensive than fibreglass). Propellers with a single base material have a much higher potential (manufacturer recommended duration of use).
The HCF process (Helical Continuous Fibers), specifically designed by E-PROPS, ensures an exceptional strength of the 100% carbon + epoxy resin blade, from leading edge to trailing edge, from blade's foot to tip. To the contrary of the usual process called "half-shell", used by most of the manufacturers of composite propellers, the carbon fibers are continuous between the top and bottom surfaces. The braid is made like a sock. The mechanical strength is increased and becomes very high : no risk of rupture by delamination of the leading edge, no craks on the blades or on the hub.
To make very strong carbon parts, the most important is to have the maximum of fibers and the minimum of resin; it means a high fibers ratio.
Fibers is 50 times more resistant than resin.
Examples of tensile strengths :
- carbon : 4.000 MPa
- epoxy resin : 80 MPa
Parts made by E-PROPS have a very high carbon fiber ratio : 63% (which is exceptional).
For example, a 2 glued half-shell blade has a fiberglass fiber ratio of about 30%.
The gap is very important, because of the ratio, and because the carbon fibers are more resistant than glass fibers :
Values of tensile strengths :
- fiberglass : 2.600 MPa
- carbon : 4.000 MPa
- The EPOXY RESIN is the resin preferred in aeronautics because it has :
* a very good mechanical and thermal properties
* a very big resistance to fatigue
* a good dimensional stability
* a chemical good performance
* and above all, an excellent adhesion on carbon fibers
The epoxy resin used by E-PROPS is including a high resistance to UV additive (UVA and UVB).
Details of the blades manufacturing :
- Foam core with internal spar (D-Box)
- On ultralights/LSA range : blade's foot with titanium ring inside
- 100% carbon, no metallic part = no galvanic corrosion
- Internal shielding of the leading edge : injection of a special resin with Nanostrength® => See details LEADING EDGE PROTECTION
- Unique ref number on each blade for a perfect traceability (RFID chip inside)
- Set of blades are balanced together, with a strict tolerance of static moment => See page BALANCING
- Blades are polished for a perfect finition. No paint, no varnish. => See page ENVIRONMENTAL RESPONSIBILITY
D-Box (spar) in the blade / blade foot (very simple, without metallic part)
3- BLADES FEET
Fixed pitch range :
Fully made in carbon braid, as an extension of the blade, reinforced with more carbon layers.
Two sectionnable parts, very simple to assembly.
Thickness of the blade's foot : 28 mm for classic range / 38 mm for Scimitar range.
4- SPINNERS
The E-PROPS spinners are made in CARBON FABRIC + EPOXY RESIN.
The RTM manufacturing process (RTM) is used for the spinners.
Those spinners are very light. The flange is screwed in the middle of the spinner : this position allows to reinforce the light spinner.
Details of the spinners manufacturing :
- 100% carbon fabric
- Unique ref number on the spinner and on the flange, for a perfect traceability (RFID chip inside) => See page QUALITY
- Spinners + flanges are balanced together. If necessary, a screw is fixed on the flange to make a perfect balancing (this screw must not be removed)
- Spinners are polished for a very good finition. No paint, no varnish. => See page ENVIRONMENTAL RESPONSIBILITY. The customer may paint his spinner, if desired.
standard spinners (diameters 210 to 380 mm)